现场操作屏说明
「干架」即「干燥车」笔误。部分输入监控名称与程序功能不一致时,以 对外端子接线指引 及《现场接线指引》为准,勿只看屏上中文。现场已复核 I1.4、I2.7 端子备用留空(屏显名可能仍写「干燥车到位」「渡车回车减速点」)。
概览
六页缩略
点击进入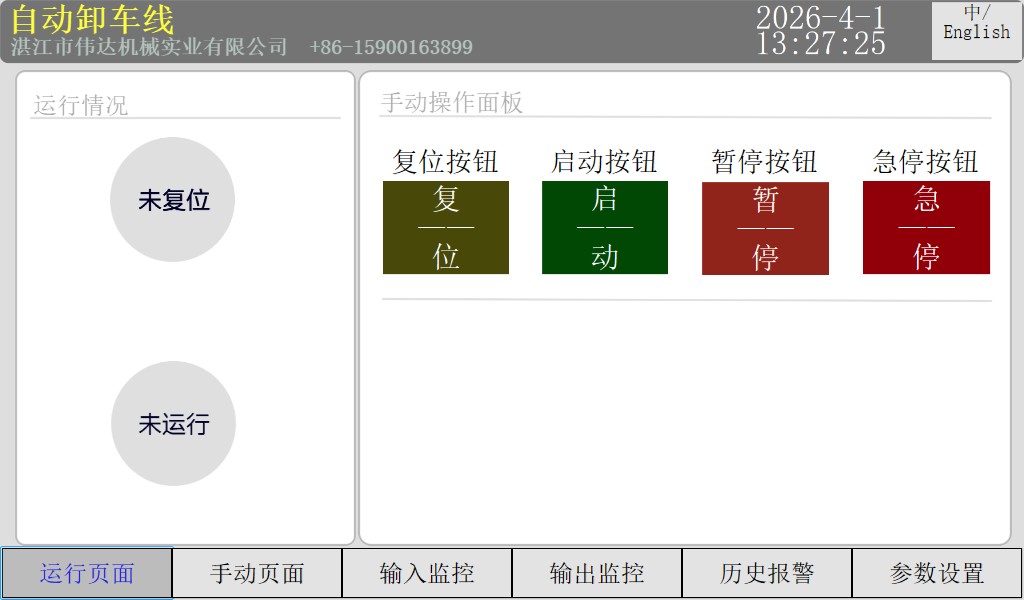
详情
各页说明
手动页面
须先 打开手动模式,再点油泵、推车轴 / 渡车轴、推车杆缸(卡钳升降)、抬框杆、渡车限位气缸、卡扣气缸。右侧显示泵压、卡钳位置(电子尺 AIW34)、各轴位置及抬车上下到位灯。
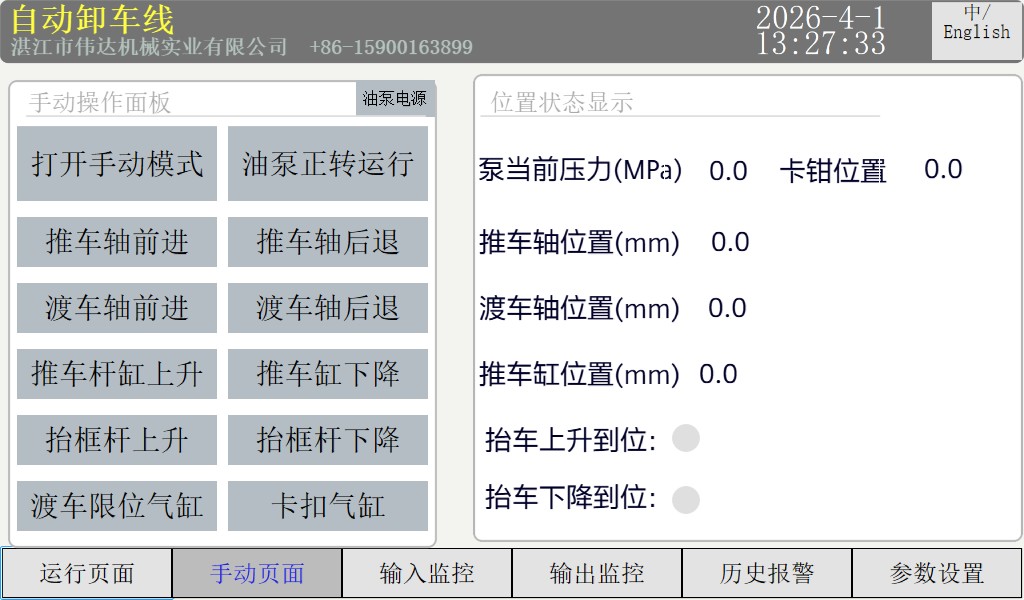
手动试阀时配合 液压站 Q04 / Q11~Q14、输出监控 核对。
输入监控
所有数字量输入 Ix.y 及屏显名;圆点亮表示该点有效。改线、对点后应在此页试灯。
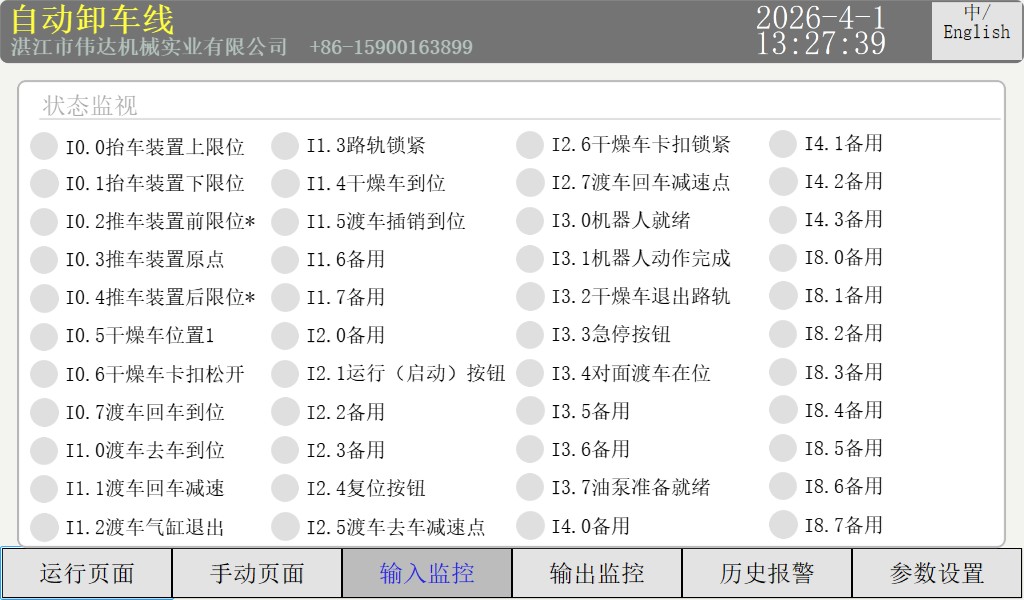
屏显名 ↔ PLC 输入(完整对照)
| 端子 | 触摸屏显示 | 备注 |
|---|
与《现场接线指引》第 5 节 及附图 附图_HMI_03_输入监控.png 一致;接法见 6.14 输入。
输出监控
电磁阀、油泵、三色灯、机械手可以卸料(Q2.5)等;亮表示 PLC 该路输出有效。

屏显名 ↔ PLC 输出(完整对照)
| 端子 | 触摸屏显示 | 备注 |
|---|
与《现场接线指引》第 6 节 及附图 附图_HMI_04_输出监控.png 一致;液压阀 Q04 / Q11~Q14 见 6.15.1。
参数设置
含推车手动/自动速度、收框位与抬框位、卡钳低/中/高位、油泵油压与流量。收框位决定卸胶后卡钳带底板退回抬框下时推车停哪里,须按工艺标定。
收框位怎么标(摘要)
- 参数页:推车手动速度=自动速度
- 手动页:推车开到前限位(
I0.2),再继续手动前进 - 试抬框杆下降,能把铁框卡进干燥车即为收框位置
- 运行页面读推车当前位置 → 填入收框位

总表