现场接线
现场端子排接法、PLC 点位对照、液压站阀块、端子排实物照片与钳工常见疑问。
现场在哪儿接线
必读| 接线位置 | 电控柜内面向现场的端子排(套管丝印如 I0.5、Q13;另有 Q04、Q17+ 等)。一般只在此排下排螺钉接线,不必动柜内 PLC→KA 预置线。 |
|---|---|
| 信号路径 | PLC 数字量输出 → KA 继电器 → 现场端子排 → 电磁阀 / 接触器 / 指示灯 / 机械臂。 |
| 端子排结构 | 上排柜内预接线,下排接现场电缆;套管丝印应一致。 |
| 断电规则 | 拆接线须断电挂牌;急停与安全链禁止短接试车。 |
认两排位置:传感器、按钮、机械臂反馈接 I 排(输入);电磁阀、接触器、指示灯、至机械臂开关量接 输出排(Q 丝印),经柜内 KA 与 PLC 相连。
接线习惯:同一端子通常上排已接柜内线,下排螺钉接现场电缆;套管字与丝印一致即可。
数字量输入端子排(I 排)
接近开关黑线、行程开关、缸磁、按钮等均在此排对应 Ix.y;接法见 6.14。
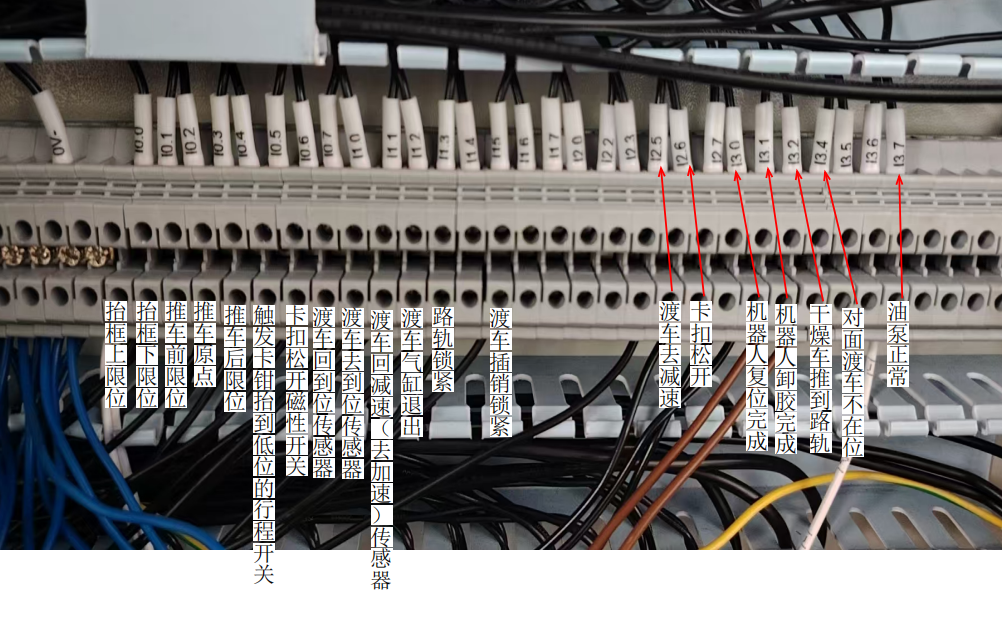
I0.5、I0.0 等与程序一致的位置。数字量输出端子排(Q 排 / 含模拟量段)
阀线圈、接触器、灯、机械臂等接丝印 Q04、Q11~Q27 等;液压站五联块 Q04 / Q11~Q14 见 6.15.1。下列为柜内输出为主的一排(段 1、段 2 连续)。
图 A(Q 阀段) 实拍待补充。本线最新柜丝印:Q04、Q11~Q16、0V−、Q21~Q24、Q17±、Q20±、Q25±、Q27。科特迪瓦 6 吨线等旧设备可能仍为 Q10,以该机柜实物为准。

Q22~Q24、Q17±、Q20±、Q25±;A01/A02/A11/A12、10V±、GND;R3/S3/T3 → 液压站伺服 R/S/T(见 6.15.1)输出排逐点对照表、断电核对方法见 6.17。24V+ / 0V− 连排在端子排开头内部串通,接任意一颗即可。电缆宜从柜底部穿入。
现场接线常见疑问
钳工 / 机修| 问题 | 答复 |
|---|---|
| 传感器装在哪? | 见工程图;电缆进 PLC 柜宜从底部 |
| 三芯线怎么接? | 棕 24V+、蓝 0V−、黑 → I 点 |
24V+ / 0V− 接哪颗? | 连排任意一颗,内部已通 |
| 试卡钳为何要溢流阀也亮? | Q04=油路总开关,须与 Q13/Q14 同时亮才建压 |
| 对面柜是哪一个? | 对面线体 PLC 柜(非机械臂柜);单调试机可不接互锁 |
I3.0 / I3.1 在哪? | PLC 柜对外 I 排端子(不是机械臂柜) |
| 「就绪」「完成」KA 在哪? | 机械臂柜内(汉字标签);常开触点 → PLC 柜 I3.0 / I3.1 与 0V− |
| 渡车锁紧和插销? | 两套机构:中部干燥车锁紧 Q15;侧面插销对轨 Q16 / I1.5。横移前须 Q15 锁紧、Q16 插销松开(见 动作顺序 第 7 步) |
I1.4 屏显亮要不要接? | 勿接;端子备用留空;屏显可能仍写「干燥车到位」——机械臂反馈见 I3.0/I3.1 |
I2.7 屏显亮要不要接? | 勿接;端子备用留空;屏显可能仍写「渡车回车减速点」——渡车回车减速见 I1.1 |
完整表见《现场接线指引(客户版)》第 8.1 节。
数字量输入
I 排输入分三组,不可混用接法(接错则输入监控常灭或常亮)。
三线 PNP 接近开关
各类接近开关、到位检测等
S/S 公共端接 0V;感应时 I 点为高,输入监控应亮。
两线缸磁开关
干燥车扣压、干燥车卡扣等缸磁
两根无极性、可互换。磁触发时把 I 点与 0V 联通、拉低 I 点,输入监控对应圆点亮。常见点:I0.6、I2.6。
两线行程开关
来车检测、回车轨行程等
两根无极性、可互换。压合时短接 I 点与 0V−,拉低 I 点(不是拉高),输入监控对应圆点亮。来车检测 1(I0.5)为来物检测:干燥车推入工位、边框顶开开关时有效;须与「去物检测」(车离开才动作)区分。
切勿混接 两线行程 / 缸磁的任一根都不能接 24V+——开关闭合即短接 24V 与 0V,会触发输入回路短路保护或烧毁器件。两线开关的两端只能是 Ix.y 和 0V−。
核对方法 触摸屏 输入监控,感应 / 压合时应亮;不亮则查线色(PNP)或两端是否分别接 I 点与 0V−(两线类)。
数字量输出
Q 排| 负载 | PLC / 丝印 | 接法 |
|---|---|---|
| 两线电磁阀 | Q0.4 / Q04;Q1.1~Q1.6 / Q11~Q16 | 一线 → 现场 Q 丝印,另一线 → 0V−(经 KA 输出) |
| 接触器 / 使能 | Q2.6、Q2.7 / Q27 | 油泵电源;Q27 → 液压站 DI1 |
| 指示灯 / 蜂鸣 | Q2.1~Q2.4 / Q21~Q24 | 三色灯与蜂鸣 |
| 至机械臂 | Q2.5 / Q25± | 卸胶许可(屏显「机械手可以卸料」) |
PLC 输出对照
| PLC | 现场丝印 | 负载 |
|---|---|---|
Q0.4 | Q04 | 溢流阀 |
Q1.1 | Q11 | 抬框升 |
Q1.2 | Q12 | 抬框降 |
Q1.3 | Q13 | 卡钳升 |
Q1.4 | Q14 | 卡钳降 |
Q1.5 | Q15 | 干燥车锁紧/扣压缸 |
Q1.6 | Q16 | 渡车插销缸 |
Q2.0 | Q20± | 对侧渡车互锁 → 对侧 I3.4 |
Q2.1 | Q21 | 故障红灯 |
Q2.2 | Q22 | 复位黄灯 |
Q2.3 | Q23 | 状态绿灯 |
Q2.4 | Q24 | 运行 / 蜂鸣 |
Q2.5 | Q25± | 卸胶许可 → 机械臂 IN10/COM2 |
Q2.6 | 柜内 | 油泵电源接触器 |
Q2.7 | Q27 | 液压站 DI1 使能 |
丝印规律 Q04=Q0.4;Q11~Q16 对应 Q1.1~Q1.6;Q21~Q24 对应 Q2.1~Q2.4;Q27=Q2.7。
Qxx+ / Qxx− 同一 PLC 点经 KA 后线圈两根引出端,例如 Q25± 对应 Q2.5 卸胶许可。
Q17± 程序 Q1.7 未使用,对应负载待原理图确认。
伺服液压站
Q04 / Q11~Q14 · RST每台一套液压站,5 只两线阀接丝印 Q04、Q11~Q14(Q04=溢流阀 Q0.4,油路总开关)。卡钳升/降以本机丝印 + 试阀为准,与液压管接法有关。
PLC 柜 ↔ 液压站伺服电机
| 伺服端子 | PLC 柜 | 说明 |
|---|---|---|
DI1 | Q27 | 油泵使能(屏显「油泵正转」,非正反转) |
AI1 | A01 | 流量 0~10 V |
AI2 | A02 | 油压 0~10 V |
AO | A11 | 伺服反馈(丝印 A11,等同 AI1) |
GND | GND | 模拟公共地 |
DO | I3.7 | 油泵准备就绪 |
OP/COM | 0V− | |
+24VA | (厂内已接) | 压力传感器 24 V+ 供电 |
AI3 | (厂内已接) | 压力传感器信号(0~10 V 或 4~20 mA,以传感器为准) |
旁 GND | (厂内已接) | 压力传感器 GND/COM |
上表前三行(DI1~DO)为 PLC 柜 ↔ 伺服控制线;+24VA、AI3 及旁 GND 接液压站侧压力传感器,本线未拆线、厂内已接好,现场一般无需再动。与《现场接线指引(客户版)》第 3.1 节一致。
接线示意图(PLC 柜端子排 ↔ 伺服驱动器)
左:PLC 电控柜对外端子排;右:液压站伺服驱动器绿色端子。箭头示意的对应关系与上表一致。
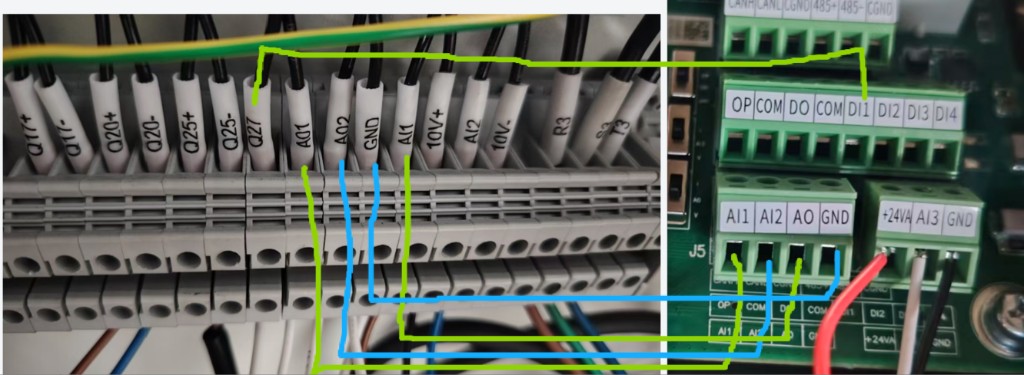
Q27→DI1;A01→AI1;A02→AI2;A11→AO;GND 共地(输出排 / 模拟量段)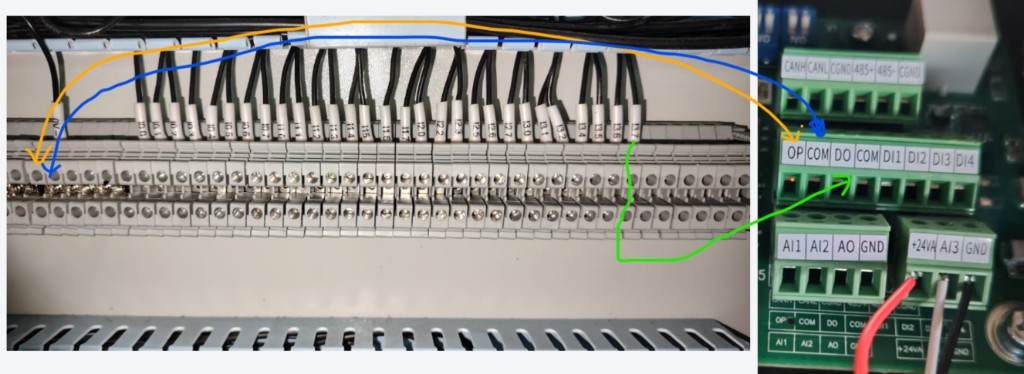
OP、COM→PLC 0V−;伺服 DO→PLC I3.7(油泵准备就绪)三相动力:PLC 柜 R3/S3/T3 → 伺服 R/S/T
对外端子排上的 R3、S3、T3(见 第 6.13 节 图 B 末端)接至液压站伺服驱动器主电源端子 R、S、T(及 PE 保护地)。非 PLC 程序点,仅借端子排走三相进线。
| PLC 柜丝印 | 液压站伺服端子 | 说明 |
|---|---|---|
R3 | R | 三相 L1 |
S3 | S | 三相 L2 |
T3 | T | 三相 L3 |

R、S、T、PE(三相主电源进线端子)五联阀块(Q04 / Q11~Q14)
| 丝印 | PLC | 阀 |
|---|---|---|
Q04 | Q0.4 | 溢流阀(总开关,试阀须与 Q13/Q14 同亮) |
Q11 | Q1.1 | 抬框上升 |
Q12 | Q1.2 | 抬框下降 |
Q13 | Q1.3 | 卡钳上升 |
Q14 | Q1.4 | 卡钳下降 |
- 阀线圈:一线接本机该 Q 丝印,另一线接
0V−。 - 试卡钳:
Q0.4(Q04)与Q1.3/Q1.4(Q13/Q14)同时亮才有压力。 - 升/降与液压管接法有关,以输出监控 + 实际动作核对。
科特迪瓦 6 吨线等旧柜溢流阀丝印可能仍为 Q10,以实物为准。
油泵电源接触器(Q2.6)在柜内;使能 Q27 → 液压站 DI1,见上表。
模拟量:卡钳位置电子尺
卡钳位置电子尺接扩展模拟量(程序 AIW34)。现场接三根线:
| 丝印 | 接至 | 说明 |
|---|---|---|
10V+ | 电子尺电源正 | |
10V− | 电子尺电源负 / 0V 参考 | |
A12 | 电子尺位置信号 | 模拟量输入 |
GND | 模拟公共地 | 端子即 GND |
A01 / A02 | 液压站 AI1/AI2 | 流量/油压,见 第 6.15.1 节 |
A11 | 液压站 AO | 丝印 A11,等同 AI1 |
屏蔽单端接地;动力线与模拟线分开敷设。
端子排与警示灯(4~8 号)
仅机械臂柜仅机械臂电控柜最下一排:上排接柜内 IO/电源/KA,下排接现场线。文档里的 4~8 号 指端子序号,不是程序 OUT4~OUT8;与 PLC 柜 Q21 等无关。认号规则见 机械臂专页 第 6 节。
输出序号 4~8 接本体警示灯与蜂鸣器。控制器 O 点有效时内部导通至 0 V,接法为共正极:
| 输出序号 | 功能 | 下排接法 |
|---|---|---|
| 4 | 红 | 警示灯红线;OUT 有效时 回 0 V |
| 5 | 黄 | 警示灯黄线;OUT 有效时 回 0 V |
| 6 | 公共端 | → 24V+ |
| 7 | 绿 | 警示灯绿线;OUT 有效时 回 0 V |
| 8 | 蜂鸣器 | 蜂鸣线;OUT 有效时 回 0 V |
完整端子表见《机械臂系统说明(纳博特)》第 8.0~8.3 节;示教器编程见 机械臂专页。
输出端子排对照
实拍图见 6.13;此处为上排预接线、下排接现场的逐点说明。
图 A Q 阀段实拍待补充;丝印见 6.13 及《现场接线指引》第 4、5 节。
A01/A02/A11/A12、10V±、GND(A11 等同 AI1);R3/S3/T3 为三相进线