结构与规格
从外观、规格、工位布置到核心机构与共线纪律。
1
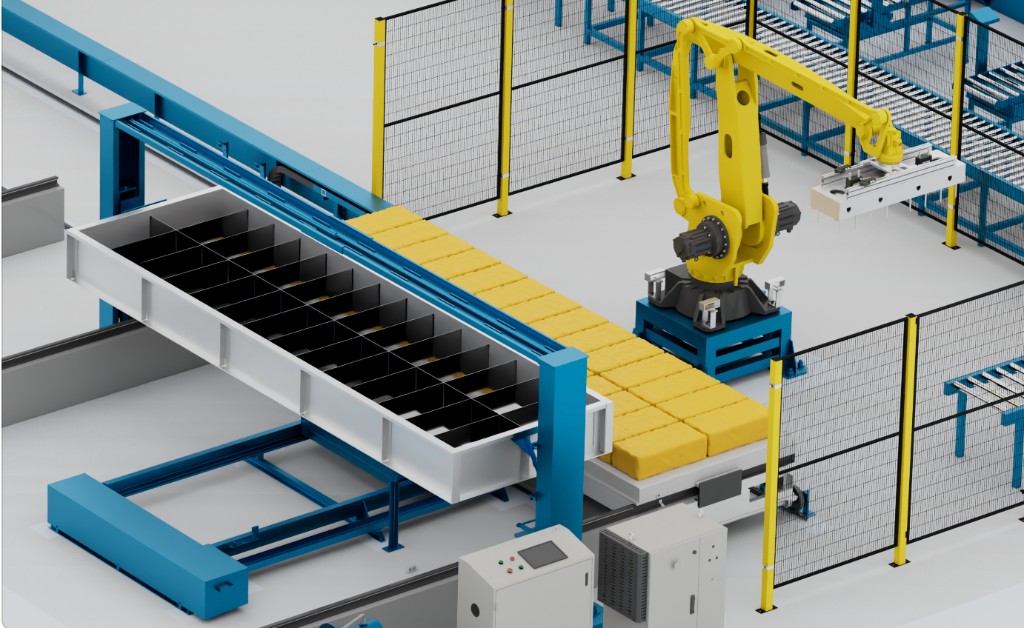
设备用途
布置于干燥炉出料末端,将干燥车上的胶块自动卸下并送至旁侧输送线,空车经渡车接驳回回车轨道再次装料进炉。
2
适用规格
干燥车
约 4700 × 1500mm
料格
12 × 2 = 24格
单格深度
约 400mm
单块胶
约 14kg
卸胶节奏
12 × 2块/次
适配产能
约 3吨/小时
干燥车 = 底板 + 可拆 上料框架;干燥轨轨面距地约 500 mm;适配约 3 吨/小时干燥炉。
3
工位与干燥车
干燥出料轨道上,车由炉口进入;轨下为 U 型卡钳,侧上方为 抬框装置与机械臂。卸胶后落框依赖参数 收框位,见 收框位标定。
渡车在出料轨道末端,台面有与干燥线同宽同高短轨,可停一台干燥车。动车:长边驶入渡车 → 渡车短边方向横移靠近回车轨 → 在回车侧长边推离渡车入回车轨;渡车运动方向垂直于出料轨道。
干燥车结构:底板承胶,上料框架套装其上。抬框只抬框架,胶留底板;复位后框板合一方可整车拖动。
4
核心机构
按分工U 型卡钳
轨道下方地面、开口朝上;链条伺服前后拖动车,油缸升降;两级抬升接车卡位(位置一挡过推、二级卡紧定位)。
抬框装置
油缸抬升 / 下降上料框架,使框板分离或复位。卸胶后落框位置由参数 收框位 决定,见 标定步骤。
渡车
脉冲伺服横移接驳;卸胶时承载底板。回轨前:Q15 锁干燥车 → Q16 插销松开 → 横移 → I2.5/I1.0 → Q16 插销对轨。
机械臂
收 Q2.5 卸胶许可后抓胶;反馈 I3.0 回原、I3.1 卸完(12 次 × 2 块)。示教器编程见 机械臂专页。
干燥车扣压缸
渡车侧压紧 / 松开干燥车长边。
液压站
卡钳、抬框动力;无压则前段工步无法推进。
电控触摸屏
复位 / 启停与状态监视;不可改程序。六页界面说明见 触摸屏专页。
7
双机共线
共用回车轨两套设备共用一条回车轨,任意时刻仅一台渡车占用共用段。
- 本机渡车不动时,先查对侧是否占位、回车轨是否有人车遗留
- 输入监控 「对面渡车在位」(
I3.4)亮 → 对侧不在位/占轨,本机应等待;不亮 → 可动 - 共用段检修须两台断电挂牌
与《设备结构与动作说明(客户版)》第 5 节 一致;I 点屏显见 输入监控。